
Newsletter # 49 – Humility in Business
The last newsletter was about thread depths. This time we are going to talk some simple tips to simplify your parts and reduce tool count for your shop.
We recently were helping a customer reduce the cost of one of their machined parts. We noticed a few things about the design that added to the complexity of programming and machining. There were several pockets that had different corner radii (See Fig. A). In order to optimize cycle time, we would want to use the largest tool that can be used which can feed faster through the material. With the smaller radii in some pockets, a smaller tool needs to be used, necessitating more programming, slower feed rates and trying to blend the bottoms of the two tools to get a good floor finish. Going to the largest common wall radii on the part allows for fewer tools to be used and saves cost. The same is true for the fillet radius between the floor and the walls. Try to keep those common as well to eliminate extraneous tools.
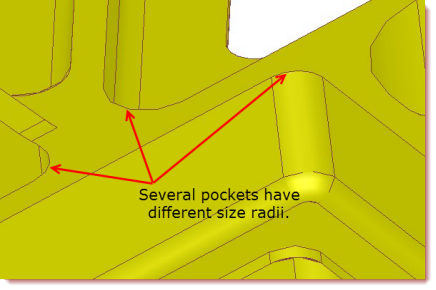
Figure A: Several different radii adds complexity.
In a similar situation for another customer, we noticed a part that had a few different sizes of tapped holes on the part. Some were relatively similar in size such as 8-32 and 10-32. They were able to make the holes sizes common which reduces two tools from the program – the predrill and the tap. This helps both to speed up the programming process, but also purchasing, kitting of the job, the machine set-up, part cycle time, and even inspection, monitoring and reporting of quality. It may not seem like a big difference to make, but the savings ripple through the entire manufacturing process. If you think that you can’t make your fasteners common, consider the company I once worked for that designed an entire aircraft engine as well as a motorcycle to use just one fastener. The whole one bolt, one wrench concept was pretty revolutionary and may start some good debates about simplifying design and manufacturing.
The theme here is to design features that can use common tools, simplify programming, machine set-up and managing production for the long run. Taken to an extreme, if a shop can machine an entire part with 1 tool, it is going to be extremely easy to program, set-up and manage. So apply this concept to all your radii, chamfer angles, slot widths, threaded holes, through holes, etc. The more common you can make your features the more cost you can cut out from nearly all aspects of the manufacturing process.
Related posts




