
Newsletter # 49 – Humility in Business
Last month’s newsletter was an overview of raw material sizes and what is available off the shelf to minimize costs. This month we are going to take a step way back and look at an overview of different types of CNC machines. This is such a vast topic that this month we will only cover some types of CNC mills. Bill Bedenbaugh from DRS in Maryland suggested that describing the different types of CNC machines and some of their specs would be useful. It is a great idea as many people haven’t ever seen a CNC machine before or many not be familiar with the different types. Thanks for the suggestion Bill. Your Pro CNC baseball hat shipped out yesterday!
There are many types of CNC mills. We’ll cover two of the most common types that we use to machine parts – Vertical Machining Centers (VMC) and Horizontal Machining Centers (HMC). In either type of CNC, the workpiece is held in a vice or fixture and the spindle holds the cutting tool and spins to cut the material. A VMC is the most common type which most machine shops have. Figure A shows a vertical mill (with it’s enclosures removed) where the bed of the machine is parallel to the ground and the spindle is vertical (hence the name). In most vertical machines, the X and Y axis are actuated under the bed of the machine and move perpendicular to the Z axis which is actuated in the column where the spindle is mounted and moves vertically. The CNC control can coordinate all three of these axis to achieve any combination of motion in one, two or three axes at once.

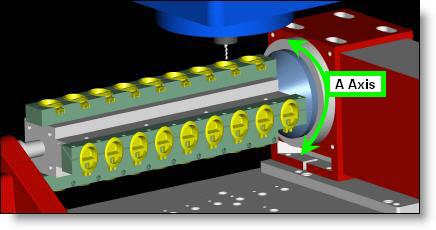
On many vertical mills a 4th axis unit can be bolted onto the bed of the machine (Figure B), allowing it the perform 4 axis positioning or even 4 axis simultaneous motion. This is generally called an A axis and it will allow parts to be machined from multiple sides with one workholding as the fixture can be spun on a horizontal centerline.
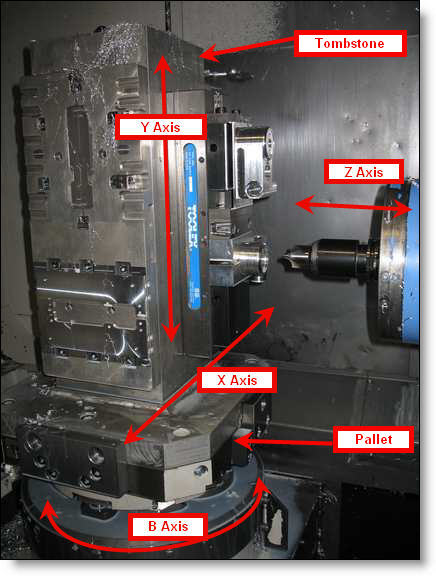
Horizontal CNC mills, or HMCs, have a spindle which is horizontal to the ground and the workpiece is generally mounted on a vertical face of a fixture mounted on a tombstone which sits on a pallet(Figure C). HMCs have the same 3 axes of a vertical mill but they also have a 4th axis built in which is the rotary motion of the tombstone being able to rotate vertically (B Axis), allowing multiple sides to be machined in a single workholding like a vertical mill with 4th axis attached. HMCs are generally more expensive (fewer shops own them) but they have many advantages over a VMC for certain types of work. Horizontal mills have a built in pallet changer which will allow the machine to change pallets and keep machining while the operator works on the second pallet removing finished parts and loading raw material. Spindle cutting time is maximized compared to a vertical mill where the machine is generally waiting for the operator to change parts if the door is open. Another very significant advantage to a horizontal is it’s ability to be put into a “cell system” where multiple pallets and other HMCs can be combined with a remote guided vehicle to deliver pre-set-up jobs into the machine whenever more parts are needed. This is the ultimate in cost reduction for delivering small frequent quantities or high production.
What machine will my parts be made on, and how can I design them to be cost effective?
The answer to this depends on many factors. Simple parts that can be machined completely from two sides only are generally a good fit for a vertical 3 axis mill. On a 3 axis VMC, workholding is kept to a minimum and doesn’t add complexity to the machine set-up. VMCs are generally faster to set-up and are more flexible for small quantities of parts. This is the type of machine we use primarily in our dedicated prototype department. A VMC typically cost about half of a HMC and are hard to beat for their simplicity to work with. As the number of workholdings increases, the advantages of using a 4 axis machine increases.
If your part requires machining from multiple sides, it may be a good option for an HMC or 4 axis VMC. Imagine a cube with pockets on all 6 sides. An HMC can machine the entire part with only two workholdings; reaching 3 sides in the first hold, and then re-fixture with a flip and spin 90 degrees to hold it on the opposite side and machine the remaining 3 sides. By contrast, a 3 axis VMC would require 6 workholdings to create all those features. If your part has high tolerances between features on adjacent faces, an HMC will generally perform better because of the reduced handling by human hands and the option to machine those high tolerance features with the same tool. If your part has features from many sides, odd angles between features, or has features that require 4 axis simultaneous motion, then an HMC or a VMC with a 4th axis attached is the most cost effective machine to use.
One exception to the rules above is if the quantity is very high or you need small batches of parts frequently. Even a simple part with only 1 or 2 operations will be more cost effectively machined on an HMC. As mentioned above, because the machine can keep running continuously and never needs to wait for the operator, you can maximize cutting time and reduce cost. Similarly, if you need 20 pieces per month, every month, it might make sense to make those parts on an HMC cell system so there is no set-up time each time you make more. This reduces cost and the risk of inventory by making parts on a Just-In-Time basis.
Machines with horizontal and vertical layouts can often be purchased or outfitted with 5 Axis capabilities where either the spindle or the bed can rotate in the A and B direction. Combined with X,Y and Z, this powerful combination will allow machining on 5 sides of a cube at one time. This offers the ability to machine very complex geometries from any angle with ease and significantly reduces the number of workholdings required to machine a part. Not very many machine shops have 5 axis machines compared to 3 and 4 axis.
In summary, design your parts to function as you need them to but consider how many sides they will need to be machined from. With all other things being equal, the more sides required, the more expensive the part will be. There is always a type of machine that will create your parts efficiently but the more sides needed will limit your choice of shop and type of machine that can make your part cost effectively.
Next month we will discuss turning centers, mill/turn machines and what types of parts they are good at making. In the meantime, if you have a newsletter topic in mind, I have a Pro CNC baseball cap or T-shirt waiting for you…
Every month we feature a really cool part that we have made. March’s Part of the Month is this Rotor Mount. It holds a rotor blade for an unmanned helicopter. This part requires machining from 5 orientations, but was done on a 3 axis VMC because only a couple of parts were needed. In higher production, a 4 or 5 axis machine would make quick work of all the required machining orientations.

Related posts




