
Newsletter # 49 – Humility in Business
The last newsletter was about simplifying your design. This time we are going to talk about parts with impossible features.
Let’s jump right to the point. Please do your best to not design parts with impossible features. By impossible I mean features that can’t be cut by the rotating tooling that is used in a CNC machining process; or features that are physically possible but may be so challenging that it isn’t remotely cost effective to try. See figure A to see an example of a counterbore that is on the ID of a part and can’t be reached by an endmill because the opposite wall is blocking access.
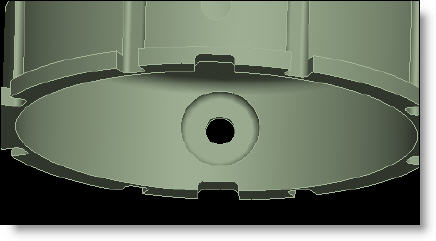
Figure A: Impossible Counterbore.
I am certain that most engineers don’t intend to design features that are impossible to machine. But I get the impression that they occasionally don’t intentionally try not to either. The whole purpose of these newsletters is to share information with engineers so they can make better choices while designing their machined parts to save money and reduce waste. I wish we could share even more information faster to help everyone learn at a faster rate. Machining can be a complex process to learn, and there are some basic fundamental elements that need to be adhered to such as the machine must be able to reach the feature to be cut. It would be great if all engineers understood some of the most basic elements of the machining process. Unfortunately machining class isn’t a required part of most engineering curriculum and engineers come from very diverse backgrounds. In the example above, it is possible that the engineer was aware of right-angle heads (Figure B) and was hoping that a shop could use one of those. But the small size of the part and location of the counterbore precludes the use of any right-angle head we have found. It is possible that with a much larger through hole, a t-slot type cutter could reach through the hole and back-counterbore the part to create the feature. Depending on how critical the feature may be, one can always resort to a process such as EDM.

Figure B: Right-Angle Heads.
Another feature seen in Figure C on this same part is an undercut section. It would require the use of a relieved shank tool like the ones we described back in April 2009. Except the ratios needed for this particular feature would make this an impossible feature (.559 cutting diameter and .160 shank). The length and diameter of the relieved section of the tool would be so long and fragile that it would likely break the instant it tried to cut. By changing the .559 radius to a larger one, this could become a “possible” feature. The great news about this part, is that the company sent it out for review by some shops before releasing the drawings for manufacturing. So they were able to get feedback early in the process so they could make changes which is the least expensive time to do so.
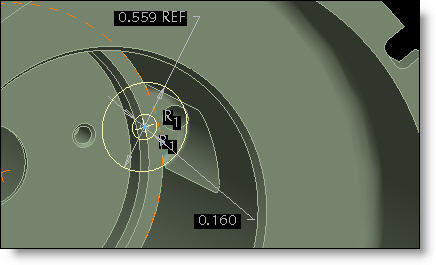
Figure C: Nearly Impossible Undercut.
So if you ever design a feature that you aren’t sure is possible to machine, I encourage you to discuss it with your manufacturing partner early. You may save a lot of time and money. If you don’t have a partner company that springs to mind, I can recommend one…
If you have any stories of impossible features, we’d love to hear about them below.
Related posts




