
Newsletter # 49 – Humility in Business
Last month’s newsletter was a discussion about tolerancing parts and assemblies and how they interrelate and drive cost. This month we are going to give a brief overview on cutting tools used in the CNC milling process. This list is by no means comprehensive as there are too many types and details to cover in a single newsletter.
Cutting tools can be broadly categorized into two groups: solid tools and indexable tools (see figures A and B). Solid tools are generally made from high speed steel (HSS) or cemented carbide. There are variants of each like when cobalt is added to HSS for extra life. High speed steel was the defacto standard for many years. In the last couple of decades, solid carbide tools have tended to dominate in the solid category. Carbide is 2x denser, 3x stiffer, harder and has better cutting life compared with HSS. The added stiffness for a given size reduces vibration and allows faster cutting. Solid cutters often have special coatings such as TiN (titanium nitride), TiCN (titanium carbon nitride), TiAlN (titanium aluminum nitride and CrN (chromium nitride). All of these coatings increase lubricity which reduces cutting temperatures and galling. Coatings also allow harder materials to be cut such as tool steels and high-temperature grades often used in aerospace applications and tool and die industries.
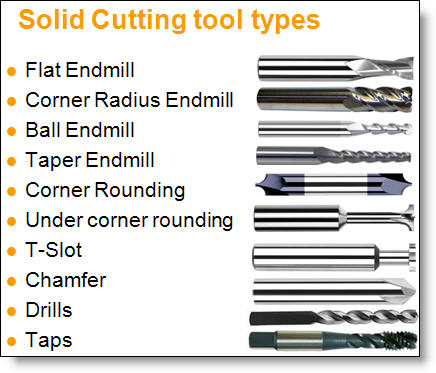
Figure A: Different Types of Solid Cutting Tools.
Carbide tools can be much more expensive than HSS making them most cost effective in smaller diameters of .75″ and below. A typical cost for an average .125″ carbide endmill with cutting flutes on both ends is about $15, or $7.50 per end. A .75″ carbide tool with flutes on one end can run $100 to $150. Once tools are larger than .75″ indexable tools make a lot more sense. Carbide tools can have very long life when cutting certain materials; for example, some grades of aluminum, a tool may last hundreds of hours. When used in harder-to-cut materials, even coated carbide may only last a few minutes depending on the cutting conditions. The cost of your parts may be greatly affected by the materials you specify as the tooling costs can increase rapidly with tougher materials. The parts of the tool that do the cutting are called flutes (see Fig. C). Lower numbers of flutes which have more chip room between each flute are used for softer and gummier materials to reduce the chance of clogging the tools with chips; they are also used for roughing which produces larger chips. For aluminum 2-3 flute tools are most common. As materials get harder and when tools are used for finishing passes, the number of flutes increases, with tools for steel often having 4-6 flutes. Different types of materials and cutting conditions allow for varying chip loads (the thickness of the chip that is cut with each pass of a flute). For a given chip load, the more flutes a cutter has, the faster it can feed because with each revolution of the tool there are more chips cut off the workpiece. Alternatively, you can feed at the same rate with a better surface finish because the wall scallop created by each cut will be smaller when you have more flutes.

Figure B: Different Types of Indexable Cutting Tools.
Indexable tooling is named as such because the cutting edges are part of an indexable insert which has between two and eight or more cutting edges. When one corner of the cutting edge wears out, the insert tip can be indexed to the next fresh corner for continued cutting. The inserts sit in a pocket that is machined into a high strength steel body. There are many grades of inserts that can be used for various applications. Carbide is most common in both coated and uncoated grades. Ceramic, PCD (polycrystalline diamond), CBN (cubic boron nitride) and other grades of insert are used for tougher materials. There are also hundreds of different shapes and configurations that are designed for different materials and different types of cutting. There are shapes specifically for facing, slotting, drilling, boring, T-slotting, turning, grooving, and many more. Typical milling inserts cost between $5 and $25 each. The cutter bodies in which the inserts sit cost between $100 and several thousand dollars. Some special types of drill tips can cost more than $100 each. The prices per cutting tip is still much less that a typical solid tool of the same size, which is what makes indexable tools so attractive.
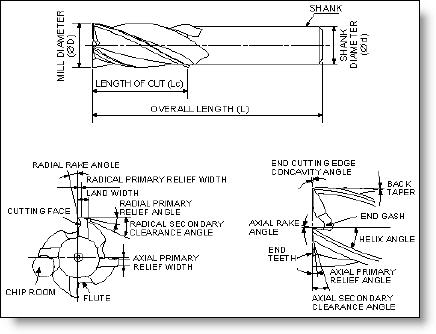
Figure C: Anatomy of an Endmill.
Figure C shows an anatomy of an endmill. The attributes of an endmill are varied depending on what the tool is designed to do. One example, the radial rake angle, is generally higher for softer materials which are easier to shear off (like aluminum). But high rake tools are more fragile at the flute edge so they aren’t as likely to be used on tough materials like steel which may use a lower rake tool. The length of cut (Lc) and mill diameter (D) ratio (Lc:D) is the same factor we have often talked about in prior newsletters which can drive cost significantly because long skinny tools are flexible and slow-cutting.
By understanding the cutting tools used in machining your parts, you can better understand what drives the cost of your parts. You can also better understand your CNC machine shop when they start talking about the tools they are using and any problems they might be having. If there is interest in getting more in-depth information about different types of tools, please let us know at the comments section below and we will include more newsletters on this topic.
Every month we feature a really cool part that we have made. February’s Part of the Month is a steel coupler. With only two small connection points to each end, this coupler will allow angular displacement and flex between the parts on each end as it rotates. This is a good example of a part that can be made complete on one of our mill/turn lathes.

Related posts




