
Newsletter # 49 – Humility in Business
The last newsletter was about 5-axis mills. This time we are going to talk about corner radii and some specific gotchas to avoid.
Long ago we introduced the topic of designing vertical corner radii to be as large as possible in order to allow your chosen shop to machine with the largest cutting tools, thus saving time and money. The ever important L:D ratio is as important as ever. But when trying to figure out what size tool can be used to machine a given feature, it is often necessary to look beyond solely the height of the radius in question.
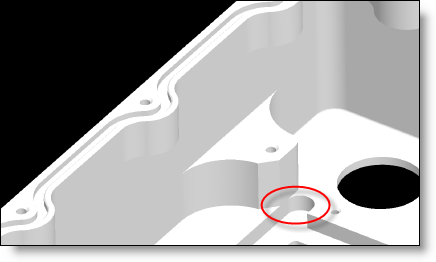
Figure A: Machined radius with long reach.
In figure A we see a radius down near the floor which is actually quite short with about a 1:1 length to diameter ratio. By itself, it appears to be a radius that would be very fast and easy to machine because the cutting tool that would be needed to cut it can be very stubby and robust. But because of its location next to a tall wall and also down inside a deep pocket, in fact the tool needed to cut it would be very long and fragile. The result is a much slower cutting feedrate which drives up the cost of the part. Sometimes a very small tool holder can be used to extend down inside a pocket so that the endmill can be shorter and more rigid. Different shops have different types of holders, so please inquire with your shop to see the smallest holders are they can use. In this case, even the smallest holder would hit the wall and could not help the situation.
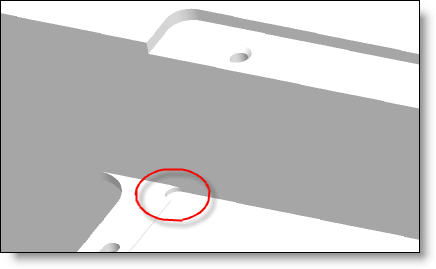
Figure B: Short radius next to tall wall.
In figure B we can see a similar situation. A very short radius next to a tall wall, making the L:D ratio of the tool needed very high. In this case the customer was able to just increase the size of the overcut section to lower that L:D ratio and save costs. They just needed a virtual sharp corner so that a square component could be installed on the floor.
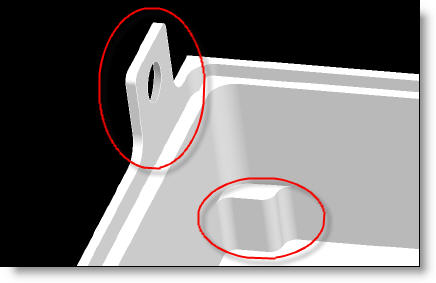
Figure C: Narrow slot and radii next to tall walls.
In Figure C we see both a long radius and a narrow slot next to a tall tab. The proximity of this tab to the slot means that the tool to machine the slot has to be very long and skinny. And it is very evident that the radii in the lower part of the pocket would require a very long tool because the wall above the slot is so tall.
So the next time you are designing a part with some deep pockets, please pay attention to where the radii are placed in relation to other features. Not only can you save some costs with a little forethought, you are very likely to eliminate the need for your shop to come back to you later and say that they cannot make some of your features. This proactive approach will drive waste out of the value stream which is something everyone will appreciate.
Every newsletter we feature a really cool part that we have made. Todays Part of the Month is actually not a part. It is a test assembly that Pro CNC designed and built to test an aerospace hydraulic timer that we make. The timer has a time tolerance for the depression stroke. Our test rig has a joystick which actuates pneumatics to depress the timer and a light gate records the time and displays the results on the computer with a green/red dislay to indicate if the part is good or bad. Since we have to 100% test the timer, this is a really nice test machine to have.

Related posts




