
Newsletter # 49 – Humility in Business
Last month’s newsletter was an overview of some of the different types of tools used in the turning process. This month we are going to share some thoughts about our favorite metal – Aluminum. Thank you very much to Jon Edwards for this month’s newsletter.
In December of 2008 we spoke a little about materials in general and in February of 2010 we elaborated on raw material sizes and availabilities. Because we use so much of it and know that most of you do as well, we would like to focus on one key material this month: aluminum.
Aluminum (and its alloys) really is an unsung hero of the modern era. It is arguably one of the most important tools for recent technological advancements in recent times. It is relatively light, stable, does not rust, and can be machined, drawn, cast, welded upon, and is relatively abundant. Remarkably, elemental aluminum makes up approximately 8.1% of the Earth’s crust (compared to a mere 0.66% for titanium or iron at 6.3%).

Figure A: Grain Structure of Aluminum.
Despite being relatively available in its elemental form, aluminum is highly dependent on processing and energy. It takes approximately eight tons of bauxite to get one ton of aluminum, and the process of converting alumina (processed bauxite) into one ton of aluminum requires 12.4 megawatt-hours of electricity (or a quarter more than the average U.S. household uses in one year). A ton of aluminum equates to roughly 1″ thick piece and 12 x 12 feet.
We generally refer to 6061-T6 aluminum (plate or extruded bar) as the vanilla of aluminum alloys. Because it is a 6000-series aluminum, this alloy contains silicon and magnesium as its primary alloying constituents. The T6 refers to its temper (tempering is, in layman terms, heat treating that is done to change the crystalline structure of the metal to increase its strength at the cost of its flexibility, or ability to bend without breaking). Its combination of weight, strength, and cost make it a good choice for many applications. The most common alloys besides 6061 include 1100, 2024, 5053, 5083, 5086, 6063, 7050, and 7075. Depending on your industry, some of these will probably be more familiar than others. Alloys 2024, 5053, 5083, and 5086 seem to be more popular in marine applications while 2024, 7050, and 7075 are relatively prevalent in aerospace, for example. Medical applications, bicycles, robots, electronics, and industrial machines all seem to have their own favorites as well.
Innovations to the processes and alloys used to make raw aluminum available for manufacturing is by no means static. Several relatively recent innovations include aluminum foam, 7068, and mold plate. Aluminum foam was first discovered in the 1940s but is only now gaining traction for real applications. It has been discovered to mimic bone and is revolutionizing the orthopedic field due to its biocompatibility. 7068 aluminum has 124% the yield tensile strength of 7075 aluminum and is serving to both replace some stainless steels in aerospace applications and radically change the fields of robotics, automotive, and bicycling in positively disruptive ways. Mold plate (specifically M1 mold plate) is a far cry from one of the strongest aluminums around but it is remarkably stable. It has twice the yield tensile strength, is a third harder, and is more conductive than MIC-6 cast tooling plate. We have found that it is a pleasure to machine because of its stability and it isn’t at all gummy like cast tooling plate. The secret is apparently a “direct chill cast process” that involves short molds being lowered on a platform into cooling water.
Figure B: Aluminum Foam.
The current downside to aluminum is that increased demand of aluminum has striped inventories and aluminum continues to increase in price, as shown by the price and inventory graphs below. Since around the end of 2008, when aluminum prices were incredibly (and historically) low, prices have increased about 90%. Unfortunately, this will have to be passed on at some point in the form of increased part prices (particularly for anything that was priced in the recent past).
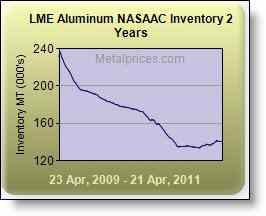
Figure C: LME Aluminum Inventory

Figure C-2: 5 yr. Price.
Given the trends of aluminum and energy prices, the best advice we can give you is that minimizing stock size is, in many cases, going to be worth the return on investment. Material costs are anywhere from 10 to 35 percent of a part’s total cost depending on the size, complexity, and outside processing required. If your part is 0.960″ thick, for example, we will likely have to use 1.25″ thick material because we will not have enough material to hold on to with 1″ thick material. If your part is 6 x 10″, the weight difference is 1.5 pounds per part. At $2.00 per pound, this excess material will cost $3.00 but at $4.00 per pound it will be double that. Imagine the rockstar reputation you could earn if you were able to cut your part costs despite increasing material prices!
The low-hanging fruit for savings will be parts that have protrusions that extend in Z with no other features requiring the additional material. In such a case it may make sense to add a part number for a standoff, spacer, or bracket or some washers (sorry, assembly staff!). Or better yet, consider a custom extrusion with the protrusion integral to the die profile. As pounds become precious, we foresee extrusion becoming a much more popular option than it has been in recent times.
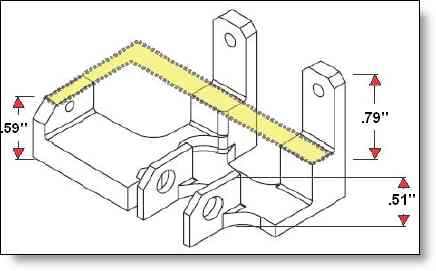
Figure D: Bracket with lots of material waste.
Keep on fighting the good fight against engineered-in waste and let us know if we can help – dfm@procnc.com. We have some great partners for extrusion and can quickly evaluate the suitability of a custom extrusion for your application.
Effectively yours,
Jon and Paul
Here are some links to more information:
– Wikipedia – aluminum
– Wikipedia – aluminum alloys
– How Aluminum is Produced
– Aluminum commodity information
– Custom extrusion dies
– Wikipedia – extrusion
Every month we feature a really cool part that we have made. April’s Part of the Month is a machined part which was originally very hard to hold onto based on the curved shape around the perimeter. We worked with the customer’s engineers to add some tooling holes which would not affect the final fit or function of the part. It made it possible to hold the part more easily and achieve the high cosmetic finishes that were required.

Related posts




