
Newsletter # 49 – Humility in Business
Last month’s newsletter was about undimensioned features. This month we are going to us a topic suggestion from a reader – Camilo Parra – from Universidad Eafit Columbia, an overview of 5 axis machines and how they machine parts.
There are several different types of 5-axis mills in both vertical and horizontal orientations. They can be classified into machines where the table articulates and where the head articulates – although there are also machines which articulate on both the head and the table.

Figure A: trunnion-style 5 axis.
The most basic type and one that is very common is the trunnion style machine. This is essentially a 3 axis mill with a table that has both an A and a B axis added (see figure A). Some machines come with the trunnion integrated right into the base casing and have completely integrated controls. Trunnions can also be retrofitted onto some 3 axis machines which can extend their capabilities. Trunnions are quite versatile and can reach more than a full 180 degrees around the 5 sides of a part. Some disadvantages of this style of machine is that they are limited in the size of part they can swing (a long or wide part would hit the machine bed when rotated 90 degrees). Also when a machine is retrofitted with a trunnion, often the control of the trunnion is not as tightly integrated into the machine control and cannot move in true 5 axis motion and instead can offer 3+2 motion which can be limiting as to what types of features can be machined.

Figure B: Tilting-head 5-axis C-frame machine.
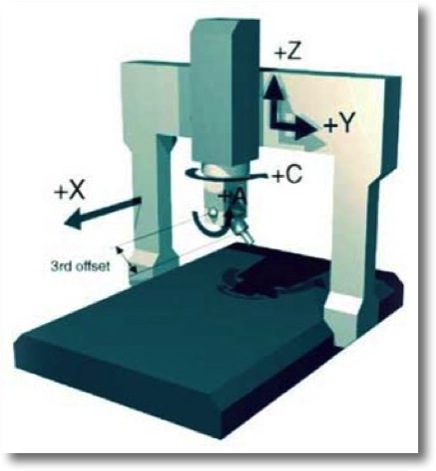
Figure C: Gantry-style 5 axis machine.
There are a few versions of tilting head 5 axis mills including bed mills and gantry style mills (figures B & C). Both of these styles of machines are good for machining large parts as the part stays stationary on the bed and the head does all the tilting in both directions. One limitation on many of the tilting head machines is that the head can only tilt to a limited angle such as +- 30 degrees. Some gantry style machines can also do very long parts and have heads that can tilt at a full +- 90 degrees or more. Both styles are very popular for large aerospace structural parts which often only require a more shallow angle of machining from vertical. As mentioned above, there are also some hybrid machines which combine a tilting head with a vertical rotary pallet (figure D). These offer larger travels than some trunnion style machines with the ability to access a full 180+ degrees of travel. While they can’t machine parts as large as tilting head machines, they are a very versatile style of machine and are gaining popularity. All of these different styles of machines are also available in horizontal formats as well with the spindle motor being parallel to the ground.

Figure D: Hybrid machine with a rotary table and tilting head.
So what does this mean for designing machined parts? Probably not a whole lot to be honest. But it is good to understand the various types and also be familiar with what types of machines your suppliers have so that you can understand how your parts might be machined and what cost drivers there might be. It is more common that shops are machining parts which don’t require 5 axis milling and could traditionally be machined on 3 and 4 axis machines. The efficiencies in set-up reduction and ability to achieve high positional tolerances from multiple sides with a single work holding make it very attractive for shops to move more of their work statement to 5 axis mills. This should mean lower costs which may be passed on to the customer. On the other hand, due to the high relative cost of the equipment, higher skill requirements, and more specialized programming software packages and options, 5 axis work costs anywhere from 20 – 50% more per hour than equivalent 3- or even 4-axis work. In addition, because of the relatively small supply for 5 axis machining, there may be significant time-to-market and production delivery ramifications.
Every month we feature a really cool part that we have made. March’s Part of the Month is an interior aerospace part. Originally, Pro CNC started making this part number in 2010. Since then, material prices have increased substantially. We recently moved this part to our horizontal flexible manufacturing system to reduce our setup times to zero. By so doing, we were able to offset the material price increase without impacting our customer’s or Pro CNC’s margin significantly.

Related posts




